PLC Nedir? Programlanabilir Mantıksal Denetleyici Yapısı ve Kullanımı
Endüstriyel otomasyon dünyasının temel taşlarından biri olan PLC, açılımıyla Programmable Logic Controller, Türkçesiyle Programlanabilir Mantıksal Denetleyici, üretim hatlarından enerji santrallerine, paketleme makinelerinden bina otomasyonuna kadar geniş bir alanda görev yapan özelleşmiş bir endüstriyel bilgisayardır. Klasik röleli kumanda devrelerinin yerini alan PLC cihazları, yazılım üzerinden tanımlanan mantık akışlarını işleyerek giriş sinyallerine göre çıkışları yönetir. PLC kavramı 1960'ların sonunda General Motors'un üretim hatlarındaki röle kalabalığını azaltma arayışıyla doğmuş ve günümüze kadar büyük bir gelişim geçirmiştir.
Bir PLC, dijital ve analog girişlerden aldığı sinyalleri belirli bir program akışı içerisinde işler ve sonuçları motor sürücüleri, valf, kontaktör ya da gösterge gibi çıkış elemanlarına aktarır. Bu döngü saniyenin onda biri ya da daha kısa süreler içinde tamamlanır ve sürekli yenilenir.

PLC Çalışma Mantığı
Çalışma şekli, taramalı döngü olarak adlandırılan dört aşamalı bir süreç üzerine kuruludur. Birinci aşamada giriş modüllerinden gelen sinyaller okunur ve dahili bellekte oluşturulan giriş görüntü tablosuna yazılır. Ardından kullanıcının yüklediği program, yukarıdan aşağıya doğru sırayla işlenir; her satır ya da her ladder basamağı, giriş tablosundaki güncel değerlerle değerlendirilir. Hesaplanan çıkış değerleri çıkış görüntü tablosuna yazılır ve son aşamada bu değerler fiziksel çıkış modüllerine aktarılır.
Tarama döngüsünün tamamlanma süresine tarama süresi denir ve genellikle birkaç milisaniye düzeyindedir. Hızlı tepki gerektiren uygulamalarda kesme tabanlı işleme yöntemleri devreye alınır. Modern PLC modelleri, çoklu çekirdekli işlemcilerle birden çok görevin eş zamanlı işlenmesini de mümkün kılar.
Tarama döngüsünün dört aşaması kısaca şöyledir:
• Giriş tarama: Saha sinyalleri okunur ve giriş görüntü tablosuna yazılır
• Program işleme: Kullanıcı kodu yukarıdan aşağıya yorumlanır
• Çıkış tarama: Hesaplanan çıkış değerleri çıkış görüntü tablosuna yazılır
• Sistem görevleri: Haberleşme, hata teşhis ve diagnostik işlemler işlenir
PLC Yapısı ve Bileşenleri
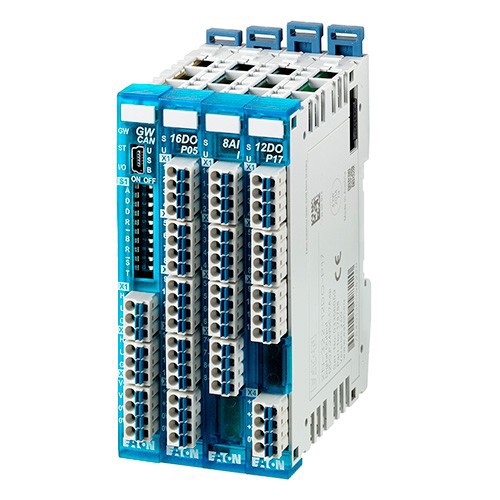
Tipik bir Programlanabilir denetleyici sistemi, bir merkezi işlemci modülü, güç kaynağı, giriş modülleri, çıkış modülleri ve haberleşme arayüzlerinden oluşur. Merkezi işlemci, programın işlenmesinden sorumludur ve dahili RAM, ROM ya da flash bellek alanları içerir. Güç kaynağı, sahadan gelen 220V AC ya da 24V DC besleyiciden alınan gerilimi iç bileşenlerin ihtiyaç duyduğu seviyelere düşürür. Giriş modülleri; buton, sensör ve switch gibi sahadan gelen sinyalleri PLC'nin anlayabileceği lojik düzeylere çevirir.

Çıkış modülleri ise işlem sonucu üretilen sinyalleri kontaktör, motor sürücüsü, ışık gösterge ya da valf bobini gibi son kontrol elemanlarına ileten tarafı oluşturur. Modüler tip sistemlerde her bir modül backplane denilen bir taşıyıcı şasi üzerine yerleştirilir. Kompakt tip modellerde ise tüm bileşenler tek kasa içerisinde toplanır. Haberleşme arayüzleri arasında Profinet, Profibus, Modbus TCP, EtherCAT, EtherNet/IP, AS-i ve CANopen gibi çok bilinen protokoller yer alır.
PLC Türleri Karşılaştırma Tablosu
Programlanabilir denetleyiciler boyut, kapasite ve uygulama gereksinimlerine göre çeşitli sınıflara ayrılır. Aşağıdaki tablo PLC sınıfları arasındaki temel farkları özetler:
|
PLC Tipi |
G/Ç Kapasitesi |
Bellek |
Tipik Uygulama |
|
Mikro PLC |
8 - 32 |
8 - 64 KB |
Küçük makine, paketleme |
|
Kompakt PLC |
32 - 96 |
64 KB - 1 MB |
Tek hatlı üretim makinesi |
|
Modüler PLC |
96 - 4.096 |
1 - 16 MB |
Geniş üretim hatları |
|
Yüksek seviye PLC |
4.096 - 65.000+ |
16 - 64 MB |
Enerji santrali, çelik tesisi |
|
Safety PLC |
Değişken |
Güvenlik sertifikalı |
SIL 3 / PL e güvenlik fonksiyonları |
PLC Programlama Dilleri
Programlama IEC 61131-3 standardı altında beş ana dil ile yapılır. Ladder Diagram, elektrikçilerin alışkın olduğu röle şemalarına benzeyen bir grafik dildir. Function Block Diagram, fonksiyon blokları arasında bağlantılar kurularak mantık akışının görsel olarak ifade edilmesini sağlar. Structured Text, Pascal benzeri yapıya sahip metin tabanlı bir programlama dilidir. Sequential Function Chart, ardışık işlem zincirlerinin durum diyagramı şeklinde ifade edilmesinde kullanılır. Instruction List, derleyici düzeyinde komutların listelenerek yazıldığı düşük seviyeli bir dildir.
Programlama için kullanılan başlıca yazılım ortamları şunlardır:
• Siemens TIA Portal, Step 7 — Simatic ailesi PLC modelleri için
• Rockwell Studio 5000, RSLogix 5000 — Allen-Bradley PLC kontrolcüleri için
• Schneider EcoStruxure Control Expert — Modicon PLC ailesi için
• Mitsubishi GX Works3 — MELSEC iQ-R, iQ-F serisi için
• CODESYS — birden fazla marka tarafından desteklenen ortak platform
• Beckhoff TwinCAT — soft PLC ve EtherCAT tabanlı uygulamalar için
PLC Kullanım Alanları
Programlanabilir denetleyiciler hemen her endüstriyel sektörde karşımıza çıkar. Otomotiv üretiminde gövde imalat hatları, kaynak robotları ve boya kabini yönetimi PLC tabanlı kontrol sistemleriyle gerçekleştirilir. Gıda ve içecek üretiminde dolum, kapama, etiketleme ve paletleme makineleri PLC tarafından yönetilir; CIP yıkama ve sterilizasyon işlemleri için de aynı kontrolcüler tercih edilir. İlaç sanayinde GAMP standartlarına uygun PLC modelleri tablet preslerini, blister paketleyicileri ve tartım hatlarını yönlendirir.
Enerji sektöründe rüzgar türbini gondol kontrolleri, hidroelektrik santral kanat ayarları ve fotovoltaik santrallerin izleme sistemleri PLC ile sağlanır. Su ve atık su yönetiminde pompa istasyonları, basınç tankları, klorlama ünitelerinin kontrolü PLC üzerinden yapılır. Bina otomasyonu tarafında ise iklimlendirme, asansör, yangın ve bina güvenliği gibi alanlarda PLC sistemleri faaldir. Maden ve çimento tesislerinde değirmen, fırın ve konveyör hatlarının yönetimi de PLC ile koordine edilir.

PLC Seçimi ve Boyutlandırma
Doğru PLC seçimi yapabilmek için öncelikle uygulamanın giriş çıkış noktası sayısı belirlenmelidir. Sahadaki sinyallerin türü dijital mi analog mı, hızlı mı yavaş mı olduğuna göre uygun modüller seçilmelidir. Giriş çıkış sayısının yüzde 20-30 yedek kapasiteyle planlanması, ileride yapılacak genişlemeler için önerilir. Tarama süresi gereksinimi uygulamanın hız ihtiyacına göre belirlenmeli ve buna uygun işlemci gücüne sahip bir model tercih edilmelidir.
Haberleşme protokolü gereksinimi mevcut sistemle entegrasyonu doğrudan etkiler. Profinet tabanlı tesislere Profinet destekli PLC, Modbus üzerinden çalışan tesislere ise Modbus uyumlu PLC modelleri tercih edilmelidir. Çevresel koşullar değerlendirilmeli; yüksek sıcaklık, titreşim ya da elektromanyetik girişim riski olan ortamlarda endüstriyel sertifikalı modeller seçilmelidir. Güvenlik gereksinimi yüksek uygulamalarda Safety sertifikalı modeller kullanılmalıdır.
Elektraverse ile PLC Tedariki
Elektraverse, elektrik ve elektronik sektörüne özgü yapay zeka destekli B2B dijital pazar yeri olarak PLC ihtiyaçlarınızda alıcı ile tedarikçiyi teknik uyumluluk üzerinden bir araya getirir. Yalnızca fiyat odaklı bir karşılaştırma yerine; giriş çıkış sayısı, haberleşme protokolü, işlemci sınıfı, güvenlik sertifikası ve genişleme kapasitesi gibi mühendislik gereksinimleri ön plana alınır. Talep formuna projenizin teknik bilgilerini girdiğinizde yapay zeka algoritması, sistemde kayıtlı tedarikçiler arasından gereksinime en uygun modellere talebinizi otomatik olarak yönlendirir.
Aracıların ortadan kaldırıldığı bu doğrudan iletişim yapısı sayesinde teknik soru-cevap süreci kısalır, teklif toplama süresi belirgin biçimde azalır. Elektraverse blog yazıları, webinar kayıtları ve YouTube içerikleriyle PLC programlama, otomasyon mimarisi, haberleşme protokolleri ve saha entegrasyonu konularında geniş bir teknik bilgi havuzu oluşturur. Site içerisindeki Elektraverse Asistan adlı sohbet uygulamasıyla seçim öncesi teknik soruları doğrudan iletmek de mümkündür. Gaziantep merkezli bu yerli girişim, TOBB Genç Girişimciler Kurulu ve İstasyon Gaziantep iş birliğindeki hızlandırma programının da bir parçasıdır.

Sıkça Sorulan Sorular
PLC nedir, kısaca nasıl tanımlanır?
PLC, Programmable Logic Controller'ın kısaltmasıdır ve sahadan gelen giriş sinyallerini önceden yazılmış programa göre işleyip çıkışları yöneten endüstriyel bilgisayardır. Klasik röleli kumanda panolarının yerini alarak otomasyonun kalbi konumuna gelmiştir.
PLC ile mikrodenetleyici arasındaki fark nedir?
Mikrodenetleyici tek başına bir çip iken PLC, endüstriyel ortam için sertifikalandırılmış kapsamlı bir sistemdir. PLC modelleri yüksek sıcaklık, titreşim, toz ve elektromanyetik girişime karşı dayanıklıdır; standart kart çıkışları, koruma sınıfları ve uzun yıllık servis ömrüyle tasarlanmıştır.
PLC hangi programlama dilleriyle yazılır?
IEC 61131-3 standardı PLC için beş dil tanımlar: Ladder Diagram, Function Block Diagram, Structured Text, Sequential Function Chart ve Instruction List. Endüstride en geniş çapta kullanılan dil Ladder Diagram'dır.
Bir PLC tarama süresi tipik olarak ne kadardır?
Standart bir PLC tarama süresi 1 ile 10 milisaniye arasında değişir. Yüksek seviye işlemcili modellerde bu süre mikrosaniye seviyesine inebilir; özellikle hareket kontrolü gerektiren senkronize uygulamalarda kısa tarama süresi belirleyici bir parametredir.
PLC ile SCADA arasındaki ilişki nedir?
PLC sahada doğrudan kontrol görevini üstlenirken SCADA, birden çok PLC'yi merkezi olarak izleyen üst seviye yazılım katmanıdır. SCADA üzerinden alarm yönetimi, eğilim grafikleri, vardiya raporları ve uzaktan parametre değiştirme gibi işlevler yapılır.